行业新闻
常见问题
-
 在线咨询
在线咨询 -
 电话:0769-81589710
电话:0769-81589710 -

数控刀具自动制造单元
- 发布日期:17-03-21 15:51
- 点击数:108
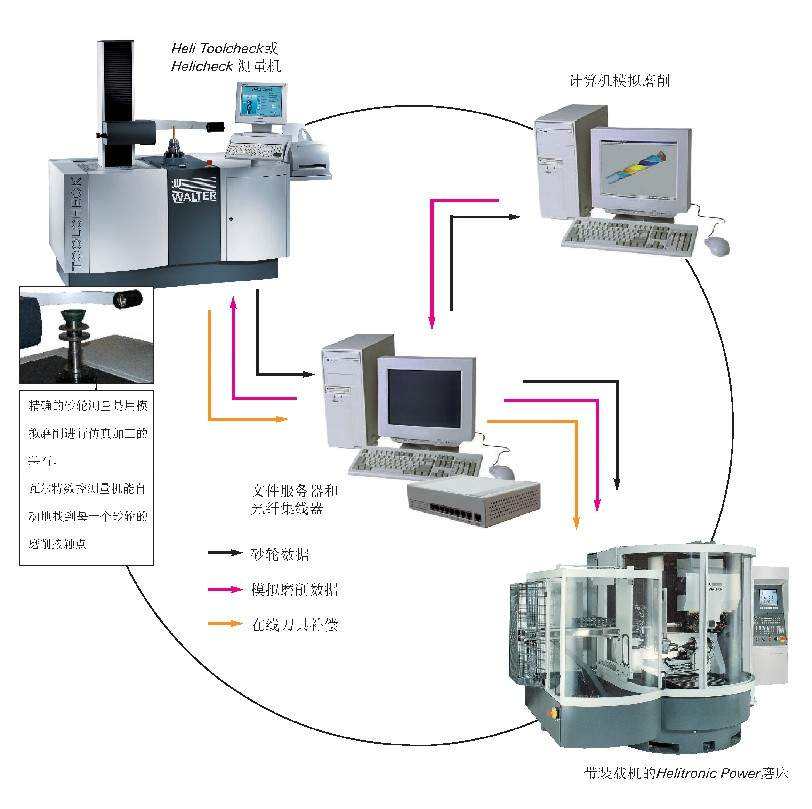
数控铣刀自动制造单元(Automated Tool Room)由数控工具磨床、刀具测量机和刀具仿真磨削软件三部分组成,构成了一个集砂轮检测、参数计算、程序生成、磨削制造、刀具测量、自动补偿于一体的系统。
其工作过程分为三步:
(1)磨削仿真软件的应用
将本该输入到机床的全套刀具几何参数和磨削工艺参数输入到计算机仿真磨削软件,该软件就可以对机床的磨削过程、刀具磨削后的状态进行仿真。用户不但可以停留在磨削过程中的任何一点对整个机床或刀具进行多视角、近距离的观察,而且可以自动检测在刀具磨削的制造过程中是否产生干涉。如果结果满意,该程序可以直接输入到机床上立即进行加工,其真实的加工状况和模拟的理论上没有任何差别。据统计,虚拟磨削软件的使用可减少 30% 以上的编程调试时间。
(2)用刀具测量机对砂轮和刀具进行自动测量
标准的测量程序存储在刀具测量机中,只要调用就可以对砂轮和刀具进行无接触、全自动地测量。其测量精度可达 ±0.001mm ,平均测量的时间为 6min ,其测量结果可打印输出为自行设计的格式。第一步和第二步结合可减少机床设置时间达 40% 以上。投影光、反射光、和聚焦测距原理的应用,先进的计算机图像处理和数字控制技术实现了 “无接触” 和 “程序化” 的测量,才使得机床具备这样高的精度和效率。没有砂轮的准确测量,虚拟磨削软件的仿真效果也很难达到完美的地步。
(3)构成制造单元的局域网络
最后将运行虚拟磨削软件的工作站、刀具磨床和刀具测量机构成一个局域网络,可将机床调整时间减少达 50% 以上。这是因为刀具设置参数、砂轮参数通过网络可以在三者之间共享,操作者通过网络将数据在计算机之间传输,节省了时间,又避免了人工输入所带来的误操作。
在线刀具补偿(Online Tool Compensation)可将刀具测量机上测量的结构发送到数控刀具磨床上,在下一次的修整磨削中补偿由于砂轮磨损、温度变化或其他因素所带来的刀具制造误差。
整体刀具自动制造单元由刀具磨床和刀具测量机通过一台作为文件服务器的计算机、一个光纤集线器组成的网络连接成为一个系统。机床的调整时间可以大幅度减少;操作人员可以远距离完成设计刀具程序,并进行模拟仿真加工,大大减少机床的辅助工时和试验耗材。
数控刀具自动制造单元
这种方法可以避免试加工所带来的诸如占用机时长、砂轮消耗甚至破损、浪费棒料等等许多问题,有效地减少编程调试、机床设置、测量站与磨床间的数据传递等辅助加工准备工作时间,最大限度地发挥数控刀具磨床的生产能力。其工作过程分为三步:
(1)磨削仿真软件的应用
将本该输入到机床的全套刀具几何参数和磨削工艺参数输入到计算机仿真磨削软件,该软件就可以对机床的磨削过程、刀具磨削后的状态进行仿真。用户不但可以停留在磨削过程中的任何一点对整个机床或刀具进行多视角、近距离的观察,而且可以自动检测在刀具磨削的制造过程中是否产生干涉。如果结果满意,该程序可以直接输入到机床上立即进行加工,其真实的加工状况和模拟的理论上没有任何差别。据统计,虚拟磨削软件的使用可减少 30% 以上的编程调试时间。
(2)用刀具测量机对砂轮和刀具进行自动测量
标准的测量程序存储在刀具测量机中,只要调用就可以对砂轮和刀具进行无接触、全自动地测量。其测量精度可达 ±0.001mm ,平均测量的时间为 6min ,其测量结果可打印输出为自行设计的格式。第一步和第二步结合可减少机床设置时间达 40% 以上。投影光、反射光、和聚焦测距原理的应用,先进的计算机图像处理和数字控制技术实现了 “无接触” 和 “程序化” 的测量,才使得机床具备这样高的精度和效率。没有砂轮的准确测量,虚拟磨削软件的仿真效果也很难达到完美的地步。
(3)构成制造单元的局域网络
最后将运行虚拟磨削软件的工作站、刀具磨床和刀具测量机构成一个局域网络,可将机床调整时间减少达 50% 以上。这是因为刀具设置参数、砂轮参数通过网络可以在三者之间共享,操作者通过网络将数据在计算机之间传输,节省了时间,又避免了人工输入所带来的误操作。
在线刀具补偿(Online Tool Compensation)可将刀具测量机上测量的结构发送到数控刀具磨床上,在下一次的修整磨削中补偿由于砂轮磨损、温度变化或其他因素所带来的刀具制造误差。
整体刀具自动制造单元由刀具磨床和刀具测量机通过一台作为文件服务器的计算机、一个光纤集线器组成的网络连接成为一个系统。机床的调整时间可以大幅度减少;操作人员可以远距离完成设计刀具程序,并进行模拟仿真加工,大大减少机床的辅助工时和试验耗材。
相关产品






- 上一篇:钨钢铣刀的成分与性能
- 下一篇:钨钢铣刀材料应具备的性能
Copyright © 2011-2017 东莞信邦数控刀具有限公司 版权所有 粤ICP备16121490号
电话:0769-81589710 85649010 85649020
网易邮箱:dgxinbangcnc@163.com 网址:www.91dgxb.com
地址:东莞市长安镇宵边第三工业区连宵路上围四巷6号厂房 信邦产业园
本站热门搜索:钨钢铣刀、钨钢圆鼻铣刀、钨钢立铣刀、硬质合金铣刀、小径钨钢铣刀、
深沟钨钢铣刀、铝合金专用钨钢铣刀